Coating
There are two types of coating SINTAKOTE and Glass reinforced bitumen.
This is a detailed examination of SINTAKOTE.
The coating is applied to the specifications of the manufacturer in controlled conditions by the pipe manufacturer.
There is a very well equipt laboratory where all tests are carried out to the demanding international standards. 
Records are kept of every pipe length at every stage of the manufacturing process to the exact location of use.
There are two identifiable stages where disbonding could result from a slight lapse in diligence and these concern the grit blasting and pre-furnace period
1. The grit blasting could result in slighlty 'rounded' profile if the grit is re-used too many times. This is unlikely as strict control and records are kept, and these are being checked against the specific lengths of pipe where disbonding has been found. 2. During the waiting period, before heating, the pipes are standing in an atmosphere where dust could enter the factory and settle in the 'valleys' of the profile of the prepared metal. It might be 'burnt in' rather than removed and burnt by the blast furnace.
This is a vague possibility that is being checked against the weather conditions and wind direction during the period in which the disbonded pipes were being processed. As can be seen from this picture of the premises, there are vast openings through which the air can enter.
In some areas of the world a fine dust is blown many hundreds of miles and settles as fine particles that cause breathing problems and general health changes. We must look for suvh periods when the wind direction would blow into the opening in the factory as there is no forced ventilation or extraction system.
Cathodic Disbondment.
This is a much misunderstood subject and is extremely rare and cannot 'creep' under well bonded coating.
It cannot be caused where the coating is intact and therefore all international tests require that a specific sized hole is cut in the coating to provide passage for the cathodic protection current.
Most tests measure voltages over a time period but others measure current flow.
Cathodic disbondment takes place when the material of the coating reacts detrimentally to the electricity or the hydrogen that occurs at the cathodic metal/electrolyte interface.
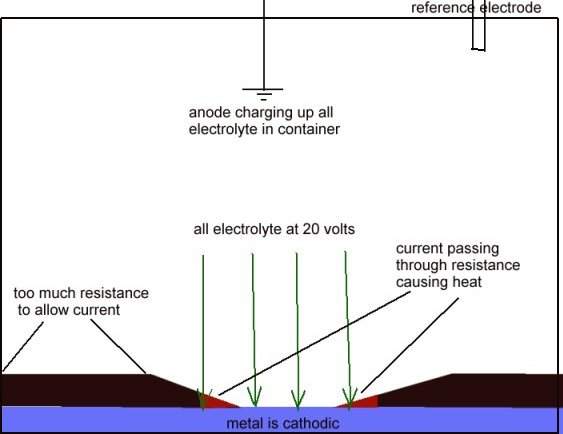
A forced test at the laboratory showed that Sintakote changes its nature at a high temperature. With 20 volts passing through a thin layer of Sintakote at the edge of a coating fault, it became hot enough to 'bake and peel off the metal.
This was caused by the resistance of the coating in the same way as caused by the resistance of a heating element.
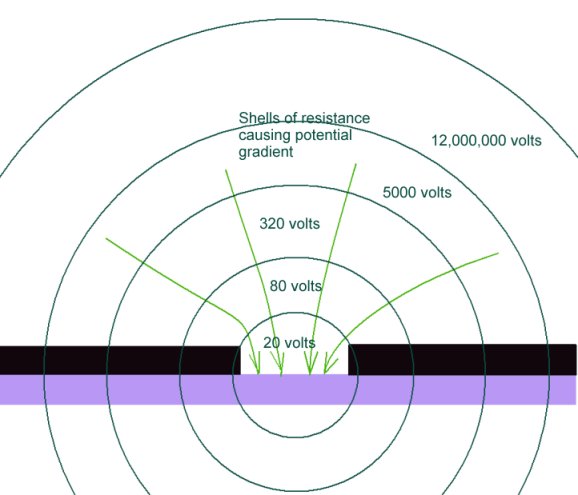
Apart from a lightning strike onto a coating fault it is hard to imagine any circumstances in which such a voltage could be present on a buried pipeline. Potentials reduce as currents approach a coating fault and a voltage of 1 volt on the coating itself at the edge of a coating fault is extremely rare though possible to demonstrate in confined space.
The large specimen of coating that peeled from the pipeline is to be taken to the Hall Longmore Laboratory for examination by Mr Frost who has many years of practical experience in carrying out cathodic disbondment tests to a variety of national and international codes of practice and standards.
Several site visits yielded no evidence that Sintakote could disbond under impact or mechanical force, but that any lack of adhesion existed before the investigative excavation.
It seems that the pieces of coating that peeled of readily were not bonded in the first place. It is therefore the aim to identify each pipelength where this occured and examine the records to find the factor in manufature that might have lead to this condition.
Further tests are being designed to reproduce this condition where there is evidence of the cause.